Dans un secteur de la fabrication électronique en perpétuelle mutation, l’optimisation des processus est devenue un levier indispensable pour gagner en compétitivité et en rentabilité. Parmi les nombreuses stratégies disponibles, la panélisation des circuits imprimés se distingue comme une technique fondamentale, offrant un double avantage : une efficacité de production accrue et une réduction des coûts. Le présent guide se propose d’explorer les approches et les principaux facteurs d’une panélisation réussie, en vue d’optimiser la fabrication des circuits imprimés.
et recevez un devis pour votre projet de PCBA dans les 10 prochaines minutes !
Principes de la panélisation des circuits imprimés
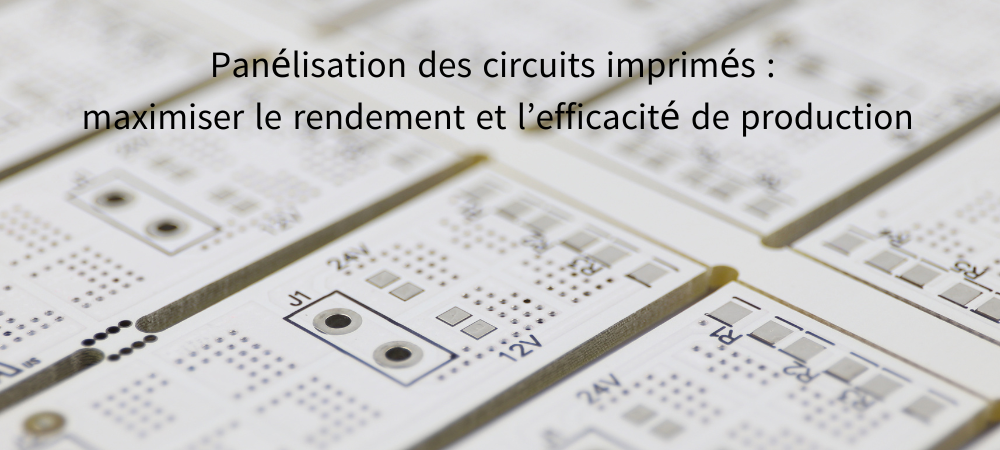
La panélisation est une technique de fabrication qui consiste à regrouper plusieurs circuits imprimés sur un seul et même panneau afin de les produire et de les assembler de façon simultanée (Image 1). Cette approche simplifie toute la chaîne de production : elle limite le nombre de réglages machine, réduit les temps de manipulation et optimise la consommation de matériaux. En effet, traiter chaque circuit imprimé séparément, notamment lorsque la taille est réduite ou la forme complexe, s’avère un processus long et source d’erreurs. La panélisation surmonte cet obstacle en considérant l’ensemble des cartes comme un lot unique tout au long du cycle de fabrication et d’assemblage.
En pratique, les fabricants opèrent avec des formats de panneaux standardisés, généralement de 18 x 24 pouces (46 x 61 cm) ou 20 x 26 pouces (51 x 66 cm), dont les dimensions sont adaptées à leurs lignes de production. Ce choix de format conditionne le nombre de cartes par panneau et, par conséquent, a une incidence directe sur le rendement, les pertes de matière et le coût final de fabrication. Toutefois, la méthode de séparation des cartes après l’assemblage revêt une importance tout aussi capitale. Deux techniques prédominantes, le rainurage en V et le fraisage avec ponts de rupture, s’avèrent déterminantes pour l’efficacité globale de la stratégie de panélisation.

Image 1 : La panélisation regroupe plusieurs circuits imprimés sur un unique panneau de production. (Source : UETPCB)
La raison d’être de la panélisation
La panélisation répond à un défi majeur de l’industrie : la manipulation, souvent délicate et peu productive, des circuits imprimés de petite taille ou de forme complexe. En regroupant ces cartes sur un seul panneau, on optimise le flux de production, fiabilise la manipulation et accélère les cadences d’assemblage. Il existe deux configurations principales : les panneaux homogènes, qui regroupent des séries d’un même circuit imprimé (panneaux « homogènes » ou « multiples »), et les panneaux qui assemblent des modèles de circuits différents sur un même support (panneaux « hétérogènes » ou « mixtes »). La sélection de l’une ou l’autre de ces approches est une décision stratégique, dictée par le volume de production, les contraintes d’assemblage et les impératifs de coûts.
Le choix d’une méthode de panélisation adaptée
Le choix de la méthode de panélisation est une étape décisive pour garantir la fluidité de la production et maximiser le rendement. La première approche, le rainurage en V, est une technique économique qui consiste à usiner de fines saignées en V sur les lignes de découpe de chaque carte. Après l’assemblage, les circuits imprimés peuvent ainsi être séparés proprement par simple flexion (Image 2). Cette méthode se prête aux circuits imprimés de forme rectangulaire ou carrée, car elle autorise une forte densité de cartes sur le panneau et minimise les pertes de matière. Elle impose cependant deux contraintes : une épaisseur de carte parfaitement constante et un positionnement rigoureux des composants à distance des bords pour éviter tout risque de dommage lors de la séparation.

Image 2 : Circuit imprimé ayant des « rainurages en V » de prédécoupe. (Source : MPE)
La seconde méthode, le fraisage avec ponts de rupture, recourt à de fines attaches sécables pour solidariser chaque carte au panneau principal. Ces attaches sont souvent microperforées afin de faciliter la séparation. Cette technique garantit une excellente stabilité mécanique durant l’assemblage, ce qui la rend indispensable pour les circuits imprimés aux formes complexes ou ceux intégrant des composants qui débordent de la carte. Si cette approche nécessite des étapes d’usinage supplémentaires et peut donc s’avérer plus coûteuse, elle offre en contrepartie une flexibilité de conception inégalée, s’adaptant à une très grande diversité de formes et de configurations. Le choix final impose donc une collaboration étroite entre le concepteur et le fabricant afin d’arbitrer entre la géométrie de la carte, l’implantation des composants et le volume de production visé.
Optimisation de la topologie du circuit imprimé pour la panélisation
La qualité de la panélisation repose avant tout sur une topologie optimale du circuit imprimé. La taille et la forme de chaque carte sont des facteurs déterminants pour utiliser la surface du panneau de façon efficace. Les topologies compactes et judicieusement structurées permettent d’intégrer un plus grand nombre de circuits sur un même support, ce qui se traduit par une réduction des déchets et une hausse du rendement. À l’inverse, un espacement excessif entre les composants ou des découpes de formes atypiques peuvent accroître la consommation de matériaux et, par conséquent, les coûts de fabrication.
L’implantation des composants exige une attention tout aussi rigoureuse. Afin d’éviter tout dommage ou contrainte mécanique lors de la dépanélisation, il est impératif de prévoir une marge de sécurité suffisante entre les composants et les bords du panneau. À titre indicatif, un espacement minimal de 1,27 mm (0,050 pouce) est recommandé pour les composants, et de 0,51 mm (0,020 pouce) pour les pistes de cuivre en bordure. Par ailleurs, l’agencement méticuleux des repères (ou mires de centrage) et des trous de fixation est un gage de précision pour l’assemblage automatisé, limitant ainsi les risques de défauts. Les repères servent de références visuelles aux machines de placement (pick-and-place), tandis que les trous de fixation garantissent un alignement parfait du panneau durant les opérations de perçage et de soudure.
Une autre astuce consiste à appliquer différentes orientations des circuits imprimés au sein du panneau. En effet, une simple rotation des motifs libère parfois de l’espace, augmentant ainsi le nombre de cartes par panneau, et donc le rendement. Afin de maximiser l’efficacité, il convient donc de simuler plusieurs configurations de topologie . Il faut toutefois veiller aux éventuels effets de ces rotations sur les propriétés électriques du circuit et sur l’orientation des fibres du stratifié.
Taille des panneaux, standards et routage : précautions à prendre
La plupart des fabricants de circuits imprimés s’appuient sur des formats de panneaux standardisés, dont les dimensions sont rigoureusement alignées sur leurs équipements de production et d’assemblage. S’écarter de ces standards est une démarche risquée, qui se solde souvent par des surcoûts importants ou des retards de production. La panélisation est donc un art du compromis : il s’agit de maximiser la surface utile du panneau tout en préservant des marges suffisantes pour les opérations de routage, le perçage des trous de fixation et le placement des repères de centrage.
La méthode de séparation des cartes, ou dépanélisation, joue un rôle déterminant dans la réussite globale de la production. Pour rappel, le rainurage en V se révèle être une solution rapide et économique, particulièrement adaptée aux circuits de géométrie simple et rectangulaire. À l’inverse, le fraisage avec ponts de rupture offre une plus grande polyvalence pour les formes complexes, mais au prix d’un usinage additionnel. Certaines conceptions optent également pour des ponts de rupture perforés le long des lignes de découpe. Cette technique assure une séparation nette, mais peut parfois exiger une étape de finition pour éliminer les aspérités.
Le positionnement des attaches sécables est un autre paramètre essentiel. Un nombre insuffisant d’attaches compromet la stabilité du montage durant l’assemblage ; à l’inverse, un excès de points de fixation augmente les contraintes mécaniques lors de la séparation, au risque d’endommager les composants. Les bonnes pratiques recommandent de placer ces attaches sur les bords les moins sensibles de la carte et de privilégier des attaches arrondies ou incurvées pour mieux répartir les forces et réduire les concentrations de contraintes. Certains fabricants préconisent même d’aménager de petites zones de dégagement de cuivre à proximité des attaches afin de minimiser la tension mécanique.
Maîtrise du cuivre, prévention du gauchissement et contraintes d’assemblage
L’homogénéité de la répartition du cuivre sur toute la surface du panneau est une condition essentielle pour éviter le gauchissement lors des cycles thermiques, comme la soudure par refusion. Une distribution inégale du métal peut en effet provoquer des torsions ou des fléchissements du panneau, compromettant ainsi la qualité de l’assemblage. Pour maîtriser ce phénomène, il faut que les plans de masse soient symétriques et éviter que de vastes zones soient dépourvues de cuivre. Lorsque la géométrie du circuit l’impose, l’ajout de « motifs de cuivre fictifs » ou de « zones de cuivre sacrificielles » rééquilibre la densité de cuivre et harmonise la dynamique thermique lors de la gravure.
Les exigences liées aux phases de test et d’assemblage ne doivent jamais être reléguées au second plan. Par exemple, les méthodes de test en circuit ou à sondes mobiles requièrent que les points de test demeurent physiquement accessibles, même une fois les cartes séparées du panneau. De même, les lignes d’assemblage automatisées peuvent imposer l’ajout de supports spécifiques ou de trous de fixation sur le panneau, une contrainte particulièrement fréquente lors de la manipulation de panneaux de grande dimension ou d’un poids élevé.
Optimisation des coûts par réduction des déchets
La maîtrise des coûts de fabrication des circuits imprimés passe inévitablement par une réduction du gaspillage de matériaux. La standardisation des formats de cartes et l’optimisation du nombre de circuits par panneau sont les deux principaux leviers pour diminuer les chutes de matériaux et, par conséquent, les dépenses de production. Par ailleurs, le choix d’une méthode de séparation qui minimise l’intervention manuelle améliore l’efficacité globale du processus. Enfin, pour garantir la compatibilité du panneau avec les fours à refusion et les automates de placement (« pick-and-place »), il faut tenir compte de son épaisseur et de son poids final. Pour éviter les goulots d’étranglement et maximiser le débit de la ligne de production, il est indispensable de bien connaître les limites de l’équipement.
Défis courants de la panélisation
Malgré ses avantages indéniables, la panélisation présente des défis qui exigent une gestion proactive et une grande rigueur. Le principal risque réside dans les contraintes mécaniques exercées lors de la séparation : si les marges de dégagement sont insuffisantes ou si la technique de découpe est inadaptée, des fissures peuvent se former sur les cartes ou les composants les plus fragiles peuvent s’endommager. Un espacement mal calculé entre les circuits peut également écailler le masque de soudure ou mettre à nu des pistes de cuivre, augmentant ainsi le risque de courts-circuits et de défaillances électriques. D’autres problématiques, telles que les difficultés de dissipation thermique, les défauts de placage (vides) ou la déformation générale du panneau, rappellent l’importance cruciale d’une sélection judicieuse des matériaux, d’une conception soignée des motifs d’isolement thermique et d’une manipulation méticuleuse à chaque étape du processus.
Techniques avancées de panélisation
Au-delà des approches standards, des techniques de panélisation plus sophistiquées permettent de gagner encore en efficacité. Pour le prototypage et les petites séries, les panneaux hétérogènes, qui combinent plusieurs modèles de circuits différents, sont une solution efficace pour réduire les coûts et optimiser la consommation de matériaux. Pour la production en grande série, on privilégie la réplication en série (step-and-repeat), qui consiste à dupliquer un motif unique sur l’ensemble du panneau. Elle permet d’augmenter considérablement le débit et de simplifier les temps de réglage des lignes d’assemblage automatisées. Enfin, les circuits imprimés souples et semi-rigides ajoutent un degré de complexité. Leur panélisation exige des précautions particulières, comme proscrire les angles vifs dans les zones souples ou assurer un positionnement rigoureux des raidisseurs pour prévenir tout risque de fissure ou de délamination.
Conclusion
Une panélisation efficace est un exercice d’équilibre complexe qui doit tenir compte de nombreux facteurs, notamment la maximisation du rendement, la réduction des déchets, la fluidité de l’assemblage et la rigueur du contrôle qualité. En sélectionnant judicieusement vos méthodes de panélisation, en optimisant méticuleusement les topologies et en instaurant une collaboration étroite avec les fabricants, vous pouvez décupler l’efficacité de la production tout en maîtrisant les coûts. Le progrès constant des technologies de fabrication promet d’offrir en permanence de nouvelles pistes d’optimisation, qui se traduiront par des gains de performance et un avantage concurrentiel accru pour toute l’industrie électronique.
25.09.2025