Le PCB est le composant de base de tout circuit électronique et peut être simple ou complexe. L’utilisation répandue des composants montés en surface (CMS), associée à la nécessité de couches multiples, a inévitablement augmenté la complexité des PCB actuels.
Quelle que soit l’application, tous les PCB doivent répondre à l’exigence commune de fonctionner correctement selon les spécifications du projet et de ne présenter aucun défaut. Les circuits électroniques de dernière génération comprennent des centaines de composants et des milliers de soudures et d’interconnexions. Il est donc essentiel de définir des procédures de contrôle et de test rigoureuses, permettant de garantir la qualité du produit final.
En raison de la diminution des délais de commercialisation et de la forte concurrence présente dans de nombreux domaines de l’électronique, certains circuits électroniques peuvent sortir de la phase de prototypage avec des bogues ou des défauts qui doivent être identifiés et résolus avant que le produit n’atteigne l’étape finale.
Vue d’ensemble des tests de PCB
Lorsque les circuits électroniques étaient relativement simples, l’inspection visuelle manuelle (MVI) était suffisante pour détecter les problèmes potentiels tels que les courts-circuits, les imperfections de soudures, les ruptures de pistes, l’inversion de polarité de certains composants ou même l’absence de composants. Cependant, la technique MVI n’excluait pas les problèmes liés aux erreurs humaines survenant lors de l’exécution d’opérations fastidieuses et répétitives. Cela a engendré des situations dans lesquelles des défauts n’étaient pas détectés ou ne l’étaient qu’à un stade très avancé de la conception, lorsque les modifications du circuit étaient devenues trop coûteuses. L’étape suivante a consisté à automatiser le processus d’inspection visuelle en utilisant la technique AOI (inspection optique automatique). L’AOI est désormais une technique d’inspection reconnue, très utilisée à la fois lors du prégaz et du postgaz de soudage, et disponible sur plusieurs machines de placement de composants électroniques (ou machines « pick-and-place »). L’utilisation de plus en plus massive de composants CMS et de boîtiers BGA (matrices à billes) a mis en évidence les limites de l’AOI, qui ne permet plus de détecter les connexions et les soudures cachées sous le boîtier. La technique AXI (inspection par rayons X automatique) a donc été développée. Celle-ci est basée sur l’utilisation de rayons X capables non seulement de voir à travers le boîtier, mais aussi de contrôler des PCB multicouches présentant une forte densité de composants. Une fois la phase de contrôle validée, le PCB est soumis à un test précis, effectué sur le circuit intégralement assemblé.
Objectif des tests de PCB
Un circuit imprimé est composé de différents éléments agissant individuellement sur les performances globales du circuit électronique. L’ensemble minimal de tests à effectuer doit comprendre les contrôles suivants :
- la conductivité électrique, y compris la mesure des courants de fuite ;
- la résistance mécanique ;
- la qualité des soudures ;
- la propreté (résistance aux intempéries, y compris à l’humidité et à la corrosion) ;
- la qualité de la paroi du trou ;
- le laminage : test de la résistance du laminé au pelage par la force ou l’application de chaleur ;
- le cuivrage : test de la résistance à la traction et analyse de l’allongement qui en résulte ;
- le test environnemental, en particulier pour les PCB qui fonctionnent dans des environnements humides ;
- la polarité, l’orientation, l’alignement et le placement des composants.
AOI
La méthode d’inspection AOI permet de détecter les défauts ou les défectuosités des PCB dès les premiers stades de leur développement. L’AOI est une méthode d’inspection visuelle qui utilise des caméras pour obtenir des images de la carte sous différents angles, avec différentes conditions d’éclairage. Cette technique intègre également une fonctionnalité ROC (reconnaissance optique de caractères) capable d’interpréter les sérigraphies sur le PCB. Les images acquises sont ensuite comparées avec ce que l’on souhaite obtenir (soit le prototype validé). Cette méthode présente l’avantage de détecter différents types de défauts et peut être utilisée à plusieurs stades de développement. Son principal inconvénient est qu’elle se limite à un contrôle visuel direct ne permettant pas de vérifier les connexions cachées par le BGA ou d’autres types de boîtiers.
AXI
En raison de la haute densité introduite par la technologie SMT et l’incapacité à identifier les connexions dans les boîtiers BGA et CSP (boîtiers de la taille d’une puce), des méthodes d’inspection plus précises sont devenues nécessaires, comme celles basées sur les rayons X (AXI). Les soudures étant réalisées avec un matériau dont le poids atomique est supérieur à celui des autres composants de la carte, elles sont clairement visibles sur les images radiographiques. Le principal avantage de la technique AXI est qu’elle permet de détecter toutes les connexions et les soudures, même celles cachées par le boîtier. En outre, les brasures peuvent être inspectées en soulignant la présence éventuelle de bulles. Les chances de détecter toute contrefaçon de composants électroniques propriétaires sont également importantes. D’autre part, l’AXI est une technique relativement coûteuse dont l’investissement ne peut être justifié que pour les PCB à haute densité et les composants avec boîtier BGA ou CSP. La figure 1 montre un défaut détecté par inspection aux rayons X.
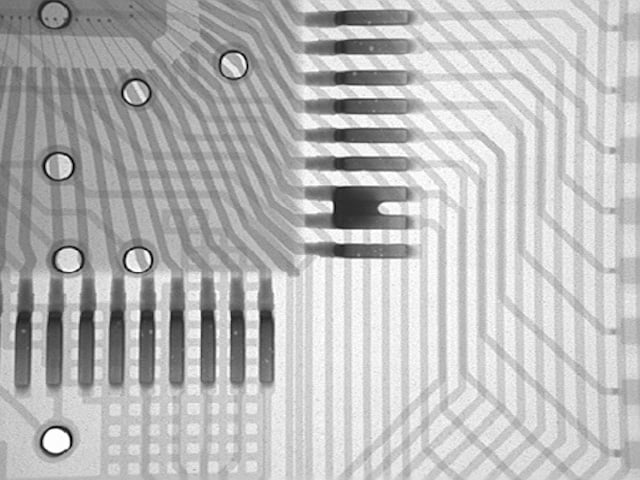
Figure 1 : Défaut de PCB détecté par inspection aux rayons X
Test en circuit (ICT)
Effectué après l’étape d’assemblage, ce test vérifie le bon fonctionnement et la position de chaque composant électronique sur le circuit imprimé. Il prend en compte la vérification des courts-circuits, des circuits ouverts, de la résistance, de la capacité et d’autres paramètres. Pour ce faire, on utilise une sonde mobile composée d’un ensemble de pilotes et de capteurs qui effectuent les mesures requises par le test en se déplaçant librement sur la carte. La sonde est contrôlée par un logiciel approprié, qui peut être modifié en adaptant le même système de test à des cartes ayant des configurations différentes. Il est également possible d’utiliser un dispositif de test composé d’un lit de clous conçu pour le DUT (dispositif soumis au test) spécifique. Chaque « clou » agit comme un véritable capteur, capable de connecter électriquement un point spécifique du DUT au système de test. Le lit de clous est une technique coûteuse et peu flexible (chaque carte nécessite son propre lit de clous). De plus, elle présente certaines difficultés pour le test des cartes à forte densité de composants, où l’espacement entre les broches est réduit. La technique ICT a l’avantage de détecter plusieurs défauts, relatifs à la fois aux composants individuels et à leurs connexions, et peut être réalisée sans alimenter la carte. Son inconvénient réside dans son coût (complexité du lit de clous et du logiciel de contrôle) et dans l’impossibilité de tester les connecteurs, ce qui représente une contrainte considérable pour les systèmes analogiques et numériques composés de plusieurs cartes. La figure 2 montre une machine de test ICT équipée d’une sonde mobile.
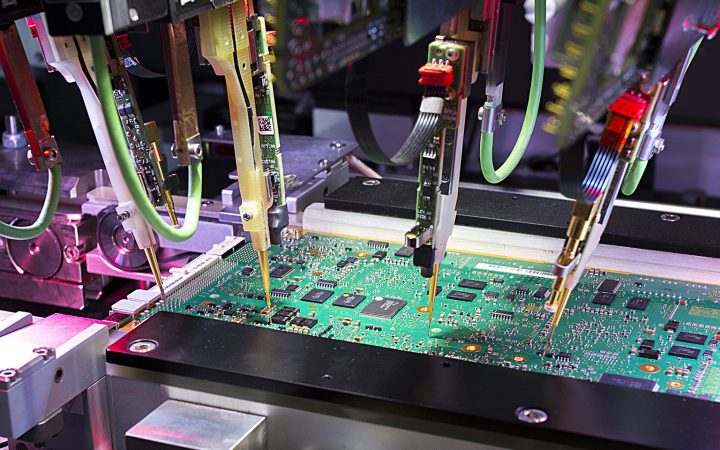
Figure 2 : Test ICT avec sonde mobile
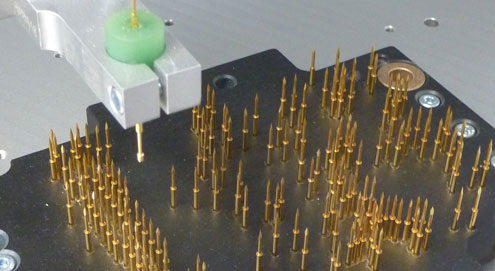
Figure 3 : Dispositif de test personnalisé, préparé pour l’exécution du test du lit de clous
Test fonctionnel
Le test fonctionnel est la dernière étape du processus d’inspection et de vérification. Comme son nom l’indique, sa tâche consiste à tester le fonctionnement d’un circuit, en reproduisant les signaux électriques capables de le stimuler et en mesurant les effets produits. Le circuit est correctement alimenté et stimulé électriquement par les connecteurs d’interface. Une application logicielle traite les mesures effectuées aux points correspondants sur le circuit imprimé, en vérifiant leur conformité aux spécifications de conception. L’avantage du test fonctionnel réside en sa capacité à détecter des anomalies potentielles du circuit qui ne se produisent que lorsque le circuit est alimenté. En outre, il est capable de mesurer l’absorption de puissance en des points spécifiques du circuit. Les inconvénients portent sur le coût et à la complexité du système de test. En fait, celui-ci nécessite un équipement très sophistiqué, mais peu flexible, la plupart du temps configuré pour effectuer le test d’une carte spécifique uniquement.
Boundary-scan
Le boundary-scan (balayage des limites) est une technique introduite pour tester les interconnexions entre les composants sur la carte. Cette technique est largement utilisée pour tester les circuits intégrés lorsqu’il n’est pas possible d’atteindre tous les nœuds du circuit. Les sondes physiques sont remplacées par des « cellules » dont les broches d’entrée (TDI) et de sortie (TDO) des données sont connectées en séquence à des registres à décalage adaptés et à un multiplexeur. La logique de boundary-scan est synchronisée par un signal TCK (Test Clock), tandis qu’un signal TMS (Test Mode Select) permet le test. Il est donc possible d’accéder aux E/S sans avoir à placer des points de test physiques sur la carte, grâce à une simple interface série à 4 fils (5 si un signal de réinitialisation optionnel est inclus) appelée TAP (Test Access Port). Fournis par les fabricants, les fichiers BSDL (Boundary Scan Description Language) contiennent des informations sur les composants boundary-scan. La méthode boundary-scan présente l’avantage de pouvoir être utilisée pour plusieurs applications, notamment pour le test au niveau du système, le test de la mémoire RAM et de la mémoire flash et l’émulation du processeur. De plus, le test peut être effectué directement sur le terrain. En revanche, son principal inconvénient est qu’il ne s’agit pas d’un test exhaustif : sa couverture est limitée aux composants qui supportent ce type d’interface.
Conclusion
Quelle que soit la méthode choisie, le test des PCB représente une étape fondamentale du processus de conception électronique qui permet un gain de temps et d’argent considérable, en identifiant les éventuels défauts affectant le circuit avant qu’il n’atteigne la production finale. En général, une combinaison adéquate des méthodes de contrôle et de test mentionnées ci-dessus permet de détecter tous les défauts possibles, avec des coûts variables en fonction de l’application spécifique et de la complexité du circuit testé.
et recevez un devis pour votre projet de PCBA dans les 10 prochaines minutes !